Hydraulic Pumps

HELICAL ROTOR PUMP
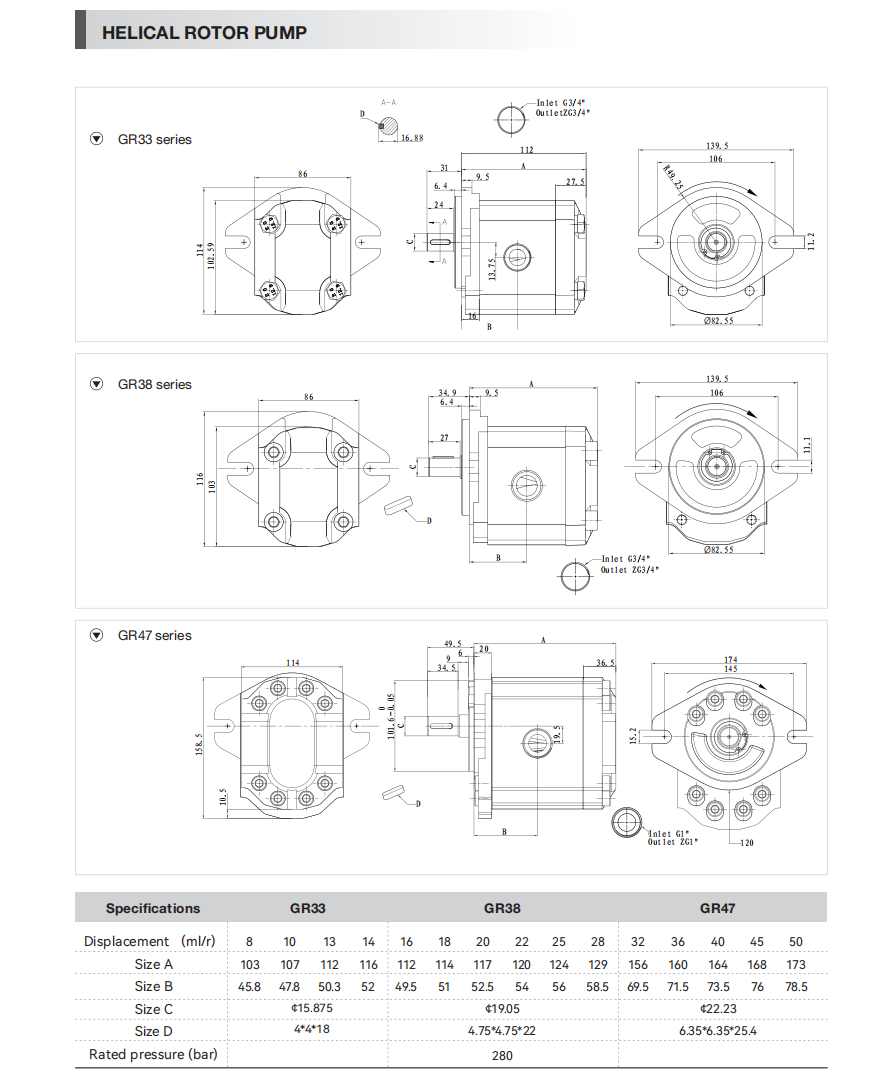
HELICAL ROTOR PUMP
Jilihydraulics has pioneered, patented and industrialized the fully silent helical rotor pump.
Key Performance & Technical Advantages
Custom optimized rotor profile structure completely prevents fluid entrapment (oil encapsulation)
Superior silent performance: operating noise is 15dB(A) lower on average than standard gear pumps and vane pumps
Ultra-low mechanical vibration and minimal flow pulsation for stable long-term operation
High-efficiency operation across a wide speed range, with a maximum rotational speed of 6,500 RPM
Consistent and reliable performance under variable speed conditions, maintaining stability even during sudden speed fluctuations
Supports high-pressure operation with a maximum working pressure of 300 bar
Covers a wide displacement range from 2.0cc to 200cc to meet diverse application needs
Perfect dimensional and functional compatibility, enabling direct replacement of standard gear pumps

Categories
News
Contact Us
Contact: Jili Hydraulic
WhatsApp: 18865945000
Telephone: 18653164580
E-mail: jinanjiljixie@foxmail.com
Add: Jiyang District, Jinan City, Shandong Province